Hjem / Nyheder / Industri nyheder / Hvordan beskytter man sintrede NdFeB-magneter til synkronmotorer mod korrosion?
 EN
EN
Industri nyheder
Oct 24,2025
Hvordan beskytter man sintrede NdFeB-magneter til synkronmotorer mod korrosion?
Hvorfor er sintrede NdFeB-magneter i synkronmotorer tilbøjelige til korrosion?
Før man udforsker beskyttelsesmetoder, er det afgørende at forstå de grundlæggende årsager til korrosion i sintrede NdFeB-magneter (neodym-jern-bor) - de stærkeste permanente magneter, der er tilgængelige, men i sagens natur sårbare over for nedbrydning. Denne sårbarhed forstærkes i synkronmotorer (bruges i elbiler, industrielle drev og vedvarende energisystemer), som ofte opererer i barske miljøer:
Svaghed i materialesammensætning:
Sintrede NdFeB-magneter indeholder 25–35 % neodym (Nd) og 60–70 % jern (Fe) – begge meget reaktive metaller. Nd oxiderer hurtigt i luft og danner løse, porøse oxider (Nd₂O₃), mens Fe ruster (Fe₂O₃/Fe₃O4) i nærvær af fugt. Magnetens sintrede struktur (dannet ved at presse og opvarme pulver) skaber også bittesmå porer (0,1-1 μm) på tværs af dens overflade - disse porer fanger fugt, ilt og forurenende stoffer (f.eks. motorolie, støv), og accelererer lokal korrosion (gruber).
Driftsmiljøer for synkronmotorer:
Synkronmotorer udsætter magneter for korrosionsudløsere, der forværrer nedbrydningen:
Fugt: Motorer i elbiler (undervogn), industripumper (nær vand) eller vindmøller (udendørs) absorberer fugt eller vanddamp, som reagerer med Nd og Fe.
Temperatursvingninger: Motorer opvarmes under drift (80-150°C) og afkøles, når de er slukket - denne "termiske cyklus" forårsager kondens inde i motoren, hvilket afsætter flydende vand på magnetoverflader.
Kemiske forurenende stoffer: Motorsmøremidler (med svovl- eller kloradditiver), kølemidler (glykolbaserede) eller industrielle dampe (på fabrikker) fungerer som elektrolytter, hvilket fremskynder elektrokemisk korrosion (den primære årsag til magnetfejl).
Mekanisk belastning: Rotorvibrationer i højhastighedssynkronmotorer (f.eks. EV-traktionsmotorer) kan revne beskyttende belægninger og udsætte bart magnetmateriale for ætsende elementer.
Efterladt ubeskyttet reducerer korrosion magnetens magnetiske fluxtæthed (med 5-20% inden for 1-2 år) og svækker dens mekaniske styrke - hvilket i sidste ende fører til rotorubalance, motoreffektivitetsfald eller fuldstændig magnetdesintegrering.
 Klik for at besøge vores produkter: sintrede NdFeB magneter i synkronmotorer
Klik for at besøge vores produkter: sintrede NdFeB magneter i synkronmotorer
Hvilke overfladebelægningsteknologier er mest effektive til korrosionsbeskyttelse?
Overfladebelægninger er den første forsvarslinje for sintrede NdFeB magneter i synkronmotorer - de fungerer som en barriere mellem magneten og ætsende elementer. Valget af belægning afhænger af motorens driftstemperatur, fugtpåvirkning og omkostningsbegrænsninger. Nedenfor er de mest effektive muligheder:
Elektrofri nikkel-fosfor (Ni-P) belægning (mest almindeligt for motorer)
Sådan fungerer det: En kemisk aflejringsproces, der danner et ensartet, tæt nikkel-fosforlag (5-20 μm tykt) på magnetoverfladen. Belægningen er amorf (ikke-krystallinsk), når den aflejres, og varmebehandling (200-400°C) omdanner den til en hård, slidstærk struktur (HV 800-1000).
Korrosionsbestandighed: Ni-P-belægninger modstår 500-1000 timers neutral saltspray (NSS) test (i henhold til ASTM B117) uden rød rust - langt over 240-timers minimum for motorapplikationer. Belægningen forsegler overfladeporer og forhindrer indtrængning af elektrolyt.
Synkronmotor fordele:
Tåler høje temperaturer (op til 200°C) - kompatibel med de fleste synkronmotorers driftsområder (80-150°C).
Fremragende vedhæftning til sintret NdFeB (selv på uregelmæssige magnetformer, som buesegmenter til rotorer).
Modstår motorolie og kølemidler - ingen kemisk reaktion med almindelige smøremidler.
Begrænsninger: Udsat for revner under ekstreme termiske cyklusser (f.eks. EV-motorer, der opvarmes fra 25°C til 150°C hurtigt). I sådanne tilfælde bruges en "Ni-P topcoat" (f.eks. epoxy) for at øge fleksibiliteten.
Epoxyharpiksbelægning (omkostningseffektiv til miljøer med lavt fugtindhold)
Sådan virker det: En flydende epoxy (termohærdende polymer) sprøjtes eller dyppes på magneten og hærdes derefter ved 80-120°C for at danne en tynd (10-30 μm) film. Additiver som keramiske partikler eller korrosionsinhibitorer (f.eks. zinkphosphat) kan blandes i for at øge ydeevnen.
Korrosionsbestandighed: Standard epoxybelægninger modstår 200-400 timers NSS-testning; "højtydende" epoxy (med korrosionsinhibitorer) når 600 timer. Belægningen er uigennemtrængelig for fugt og olier.
Synkronmotor fordele:
Lav pris (1/3 af prisen for Ni-P) - ideel til budgetfølsomme industrimotorer (f.eks. små pumper).
Fleksibel - modstår revner fra vibrationer eller termisk cykling (kritisk for EV-traktionsmotorer).
Isolerende egenskaber - forhindrer elektrisk kortslutning mellem magneter og rotorkomponenter.
Begrænsninger: Lav temperaturmodstand (maks. 120°C) – ikke egnet til højeffekts synkronmotorer (f.eks. vindmøllegeneratorer, der når 150°C).
Fysisk dampaflejring (PVD) belægninger (høj temperatur, høj ydeevne)
Sådan fungerer det: En vakuumbaseret proces, der fordamper metaller (f.eks. aluminium, krom) eller keramik (f.eks. Al₂O₃, TiN) og afsætter dem som en tynd (1-5 μm) film på magnetoverfladen. PVD-belægninger er tætte, ensartede og binder stærkt til magneten.
Korrosionsbestandighed: PVD Al₂O₃-belægninger modstår 1000 timers NSS-test og modstår oxidation op til 500°C. De er uigennemtrængelige for syrer, baser og motorkølemidler.
Synkronmotor fordele:
Ekstrem temperaturtolerance – ideel til højeffekts synkronmotorer (f.eks. flyfremdrivningsmotorer, industrielle drev), der fungerer ved 150-250°C.
Tynd belægning (ingen indvirkning på magnetdimensioner) – kritisk for præcisionsrotorsamlinger, hvor magnetstørrelsen påvirker balancen.
Begrænsninger: Høje omkostninger (5 gange mere end Ni-P) og begrænset til produktion af små partier - mest brugt i rumfarts- eller premium EV-motorer.
Zink-nikkel (Zn-Ni) legeringsbelægning (saltvandsbestandig)
Sådan fungerer det: En galvaniseringsproces, der danner en 5-15 μm tyk zink-nikkel-legering (10-15% nikkel) på magnetoverfladen. Legeringen danner et passivt oxidlag (ZnO·NiO), der selvheler mindre ridser.
Korrosionsbestandighed: Tåler 1000 timers NSS-test – fremragende til motorer udsat for saltvand (f.eks. marine synkronmotorer, kystnære vindmøller).
Synkronmotor fordele:
Overlegen saltvandsbestandighed – overgår Ni-P i kyst- eller havmiljøer.
God duktilitet - modstår revner fra rotorvibrationer.
Begrænsninger: Lavere temperaturmodstand (maks. 150°C) og højere omkostninger end Ni-P til ikke-marine applikationer.
Hvordan optimerer man magnetdesign og motorsamling til korrosionsbeskyttelse?
Overfladebelægninger alene er ikke nok - designvalg for magnet- og motorsamlingen spiller en afgørende rolle for at minimere korrosionsrisikoen. Disse optimeringer supplerer belægninger og forlænger magnetens levetid:
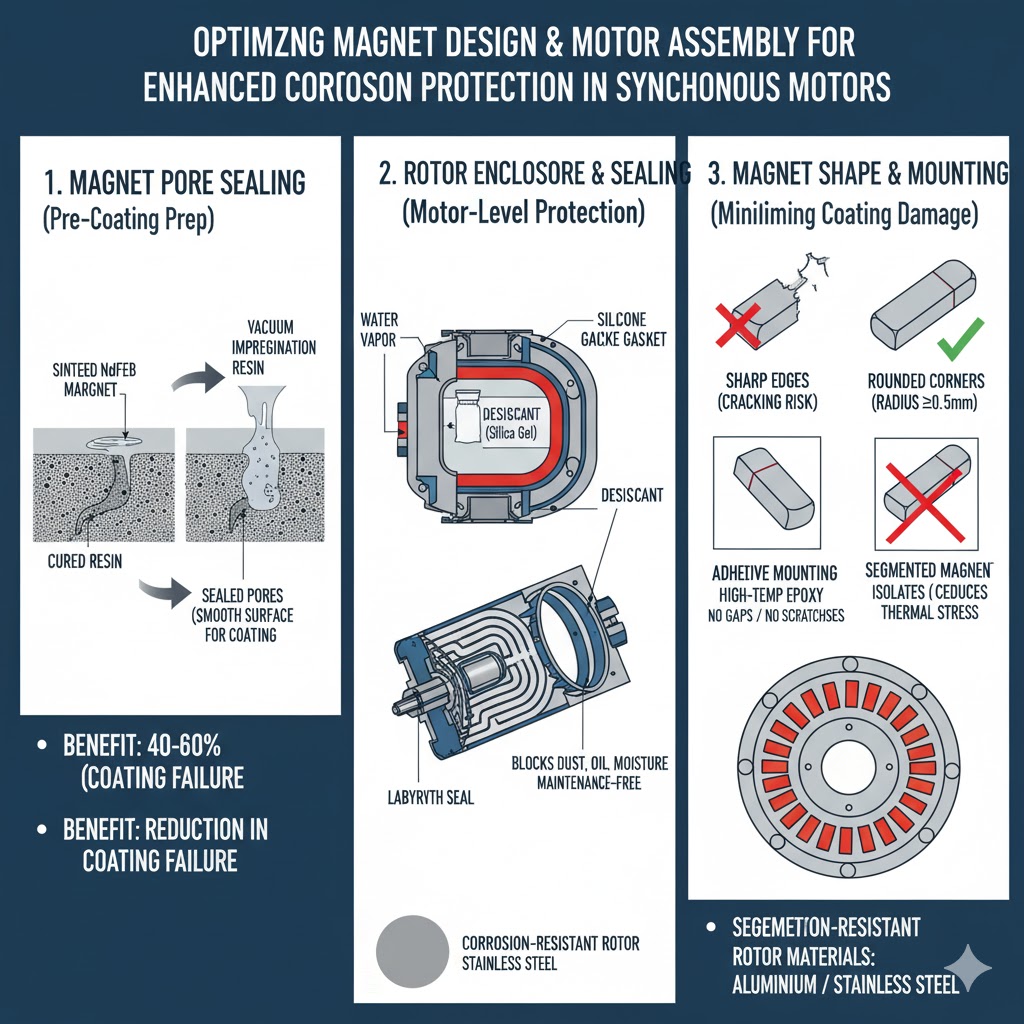
Magnetporeforsegling (forbelægningsforberedelse)
Sintrede NdFeB's overfladeporer fanger fugt og forurenende stoffer, hvilket underminerer belægningens effektivitet. Forbelægning af poretætning er afgørende:
Proces: Efter sintring dyppes magneter i en lavviskositetsharpiks (f.eks. akryl eller silikone), der trænger ind i porerne (via vakuumimprægnering), og hærdes derefter for at forsegle dem. Dette skaber en glat, porefri overflade til belægningsvedhæftning.
Fordel: Forseglede porer reducerer belægningssvigt med 40-60 % - belægninger "bro" ikke længere over porerne (som kan revne og lukke fugt ind). For synkronmotormagneter er dette trin obligatorisk for Ni-P- eller PVD-belægninger.
Rotorkapsling og tætning (beskyttelse på motorniveau)
Motorens rotor (hvor magneter er monteret) skal være lukket for at forhindre fugt og forurenende stoffer i at nå magneter:
Hermetisk forsegling: Til motorer i våde miljøer (f.eks. elbiler, marineapplikationer) skal du bruge et hermetisk forseglet rotorhus med gummipakninger (f.eks. nitril eller silikone) til at blokere vanddamp. Tilføj et tørremiddel (f.eks. silicagel) inde i huset for at absorbere resterende fugt.
Labyrinttætninger: Til højhastighedssynkronmotorer (f.eks. vindmøller) skal du bruge labyrintforseglinger (sammenlåsende metalfinner) på rotorakslen – disse skaber en snoet bane, der forhindrer støv, olie og fugt i at trænge ind i magnetområdet. Labyrinttætninger er vedligeholdelsesfrie og kompatible med høje temperaturer.
Korrosionsbestandige rotormaterialer: Brug aluminium eller rustfrit stål (304/316) til rotorkernen - disse materialer ruster ikke og forhindrer galvanisk korrosion (når forskellige metaller, såsom jern og kobber, reagerer i nærvær af elektrolytter).
Magnetform og montering (minimerer belægningsskader)
Måden magneter formes og monteres i rotoren påvirker belægningens integritet:
Glatte kanter og hjørner: Undgå skarpe kanter (som er tilbøjelige til at revne belægningen) ved at designe magneter med afrundede hjørner (radius ≥0,5 mm). Skarpe kanter kan skåres under samlingen og blotlægge bart magnetmateriale.
Klæbende montering (i stedet for mekanisk fastspænding): Brug højtemperatur epoxyklæbemidler (f.eks. epoxyharpikser med keramiske fyldstoffer) til at binde magneter til rotoren - mekaniske klemmer (f.eks. metalbeslag) kan ridse belægninger eller skabe huller, hvor fugt samler sig. Klæbemidler udfylder også små mellemrum mellem magneter og rotoren, hvilket reducerer fugtopfangning.
Segmenteret magnetdesign: Til store rotorer skal du bruge små, segmenterede magneter (i stedet for en stor magnet) - hvis et segments belægning er beskadiget, er korrosion begrænset til det segment (forhindrer fuld rotorsvigt). Segmenter reducerer også termisk stress (mindre ekspansion/sammentrækning), hvilket reducerer risikoen for revnedannelse i belægningen.
Hvilken vedligeholdelses- og driftspraksis forhindrer korrosion?
Selv med belægninger og designoptimeringer er regelmæssig vedligeholdelse og korrekt drift nøglen til at forlænge magnetens levetid i synkronmotorer. Disse praksisser omhandler slid, belægningsskader og miljøeksponering:
Rutinemæssig inspektion og belægningsreparation
Visuelle inspektioner: Hver 6.-12. måned (eller efter udsættelse for ekstreme forhold, såsom kraftig regn), inspicer motorens indre (via inspektionsporte) for tegn på korrosion: rød/brun rust på magneter, boblende eller afskallede belægninger eller hvide oxidaflejringer.
Ikke-destruktiv testning (NDT): For kritiske motorer (f.eks. vindmøller) skal du bruge ultralydstest til at detektere skjult korrosion under belægninger (f.eks. grubetester inde i porer) eller hvirvelstrømstest for at kontrollere belægningens tykkelse.
Pletreparationer: Hvis der konstateres små belægningsskader (f.eks. en ridse), skal du rense området med alkohol, påføre en lille mængde epoxyharpiks (til lavtemperaturmotorer) eller Ni-P touch-up maling (til højtemperaturmotorer), og hærde det i henhold til producentens retningslinjer. Dette forhindrer lokal korrosion i at sprede sig.
Fugt- og temperaturkontrol
Affugtning: For motorer, der opbevares eller drives i miljøer med høj luftfugtighed (RH >60%), skal du installere en affugter i motorrummet eller bruge en heatdrotor (en lille varmelegeme inde i rotoren) for at holde det indvendige tørt (RH <40%).
Undgå termisk stød: Minimer hurtige temperaturændringer (f.eks. start af en kold motor ved fuld belastning) - termisk stød forårsager, at belægningen revner. Øg i stedet motorhastigheden gradvist (over 5-10 minutter) for at lade magneten og belægningen opvarme jævnt.
Kølevæskevedligeholdelse: For væskekølede synkronmotorer skal kølevæskeniveauer og -kvalitet kontrolleres hver 3.-6. måned. Udskift kølevæske, der er forurenet med vand (brug et refraktometer til at måle glykolkoncentrationen) eller har en pH-værdi uden for 7-9-området (surt/alkalisk kølevæske korroderer belægninger).
Forureningshåndtering
Olie- og støvkontrol: Hold motorområdet rent – tør oliespild op med det samme (motorolie indeholder svovl, der nedbryder Ni-P-belægninger), og brug luftfiltre for at forhindre støvophobning (støv fanger fugt, og accelererer korrosion).
Undgå kemisk eksponering: For industrimotorer skal du sikre dig, at motoren ikke udsættes for syrer, alkalier eller opløsningsmidler (f.eks. rengøringskemikalier). Hvis eksponering forekommer, skyl motorens ydre med vand (hvis det er sikkert) og tør det grundigt.
End-of-Life-håndtering
Når en motor er udgået, skal du fjerne og inspicere magneterne - hvis belægningerne er intakte, og korrosion er minimal, kan magneter genbruges i motorer med lavere effekt (f.eks. små pumper). Dette reducerer spild og sænker udskiftningsomkostningerne. For korroderede magneter skal de bortskaffes korrekt (i henhold til lokale regler) for at undgå miljøforurening (Nd er et sjældent jordmetal, der kan udvaskes til jord/vand).
Hvad er den bedste praksis for specifikke synkronmotorapplikationer?
Korrosionsbeskyttelsesbehov varierer afhængigt af anvendelsen - nedenfor er skræddersyede anbefalinger til de mest almindelige anvendelser af synkronmotorer:
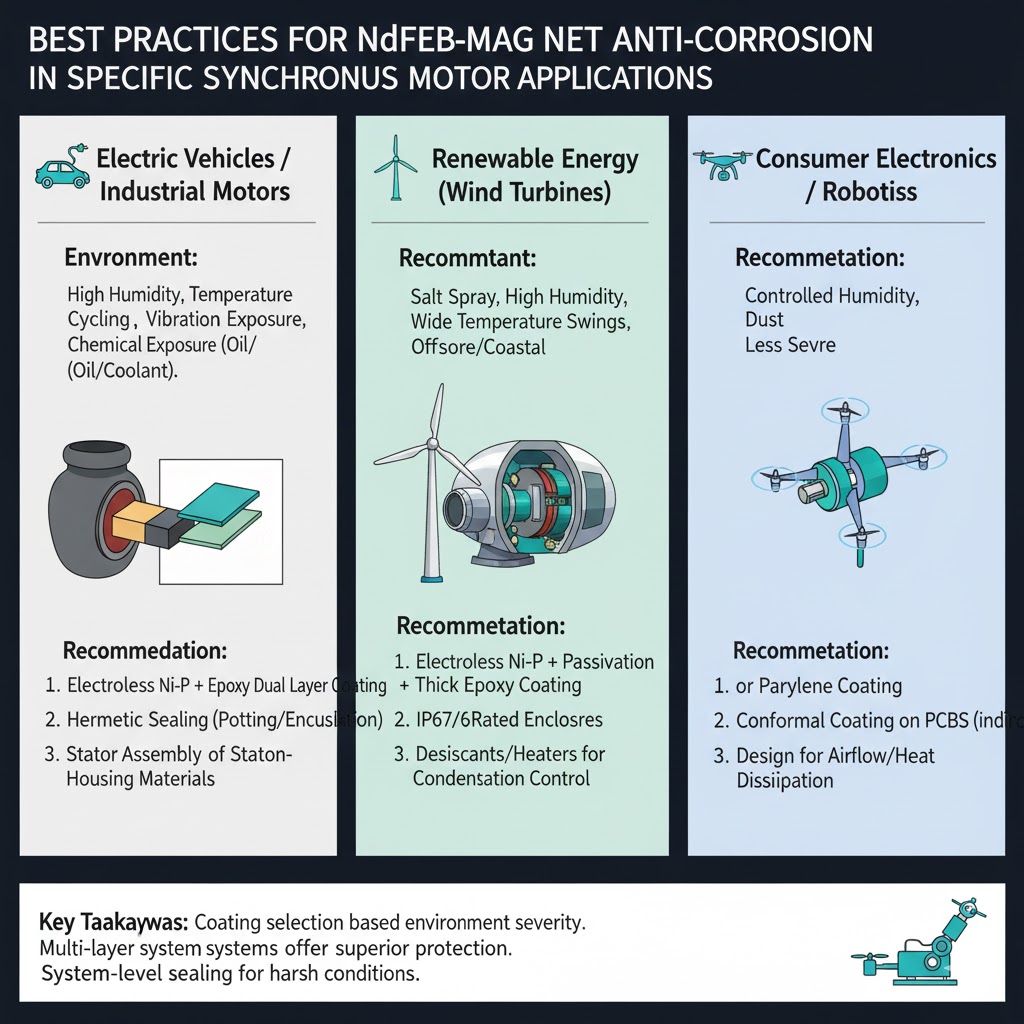
EV-traktionsmotorer (høj vibration, termisk cykling)
Belægning: Ni-P epoxy topcoat (Ni-P for korrosionsbestandighed, epoxy for fleksibilitet til at modstå vibrationer/termisk cykling).
Design: Hermetisk forseglet rotor med silikonepakninger, segmenterede magneter bundet med højtemperatur-epoxy og et tørremiddel i rotorhuset.
Vedligeholdelse: Inspicer kølevæskekvaliteten hver 6. måned, undgå at køre gennem dybt vand (for at forhindre huslækager), og reparer belægningsskader efter kollisioner.
Vindmøllegeneratorer (udendørs, saltvandseksponering)
Belægning: Zn-Ni-legering (til kystturbiner) eller PVD Al₂O₃ (til højtemperatur-indlandsturbiner).
Design: Labyrinttætninger på rotorakslen, rustfri stålrotorkerne og et regnskjold over motoren for at forhindre direkte vandpåvirkning.
Vedligeholdelse: Årlige NDT-inspektioner, rengør motoren udvendigt med frisk vand hver 3. måned (for at fjerne saltaflejringer), og udskift tørremidler hvert andet år.
Industrielle pumpemotorer (våd, kemisk eksponering)
Belægning: Epoxyharpiks med korrosionsinhibitorer (omkostningseffektiv) eller Ni-P (for kemikalieresistens).
Design: Hermetisk rotorforsegling, klæbende magneter og et korrosionsbestandigt rotorhus (aluminium).
Vedligeholdelse: Tjek for kølevæskelækager hver måned, udskift slidte pakninger hver 12. måned, og undgå at bruge skrappe rengøringskemikalier i nærheden af motoren.
Sammenfattende kræver beskyttelse af sintrede NdFeB-magneter i synkronmotorer en flerlagstilgang: effektive overfladebelægninger (matchet til applikationen), designoptimeringer (poretætning, rotorforsegling) og regelmæssig vedligeholdelse (inspektion, fugtkontrol). Ved at kombinere disse strategier kan producenter og operatører forlænge magneternes levetid fra 5-8 år til 15-20 år, hvilket reducerer motorens nedetid og udskiftningsomkostninger - afgørende for pålideligheden af elbiler, vedvarende energisystemer og industrielt udstyr.
Jinlun Magnet specialiseret i forskning og udvikling, produktion og salg af højtydende sjældne jordarters permanente magnetmaterialer.
Hurtige links
Kontakt info.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 Nr. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang-provinsen, Kina
Nr. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, Zhejiang-provinsen, Kina
Mobil QR-kode
Copyright © Ningbo Jinlun Magnet Technology Co., Ltd. Alle rettigheder forbeholdes.
Kina sintrede NdFeB magnet producent engros sintrede NdFeB magnet fabrik

TOP

